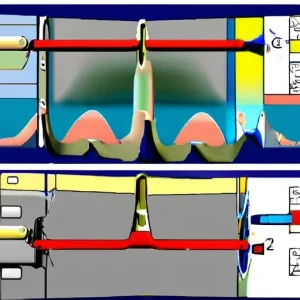
Технология штамповки выдавливанием: прямой и обратный метод при нагреве
Технология штамповки выдавливанием — одна из наиболее универсальных методов формирования металлических деталей, востребованная в автомобильной, авиационной, электромашиностроительной и других сферах. При этом различают два ключевых варианта: прямой и обратный метод, каждый из которых имеет свои особенности, преимущества и ограничения, особенно при нагреве материала. Общее представление о технологии штамповки выдавливанием Выдавливание — пластический формовочный процесс, при …