Кинематика течения металла при высадке в конической матрице
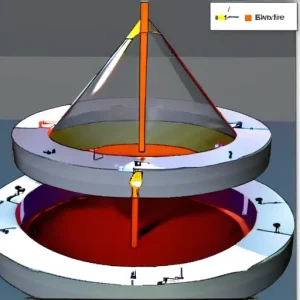
Высадка металла в конической матрице — критический этап в производственном процессе, от которого зависит качество, геометрия и механические свойства изделия. Неправильно понимаемая кинематика течения ведет к дефектам, таким как пористость, пороки расслоения, неравномерная плотность. Глубокое знание поведения металла при входе в коническую зону позволяет оптимизировать параметры формовки, снизить число брака и увеличить ресурс формующих инструментов. …